Quality control for Spot Welding
スポット溶接の管理 QUALITY CONTROL FOR SPOT WELDING
スポット溶接とは、一般的に重ね合わせた板を電極で加圧しながら、極短時間大電流を流すことにより発生するジュール熱で接合部を溶融し、通電終了後も一定時間圧力をかけ材料間を溶接する方法です。
Spot Welding is a fusion welding process with heat generation at the joint by the resistance of the work to the flow of electricity. Force is applied before, during, and after the application of current and melting occurs at the faying surfaces during welding.
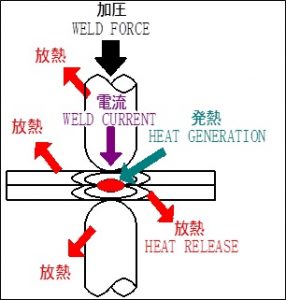
ジュール熱 [ ジュールの公式 ] HEAT GENERATION
![]()
Q: 熱量 Heat generated
I: 抵抗を流れる電流 Amperage
R: 電気抵抗 Resistance of the conductor
t: 電流が流れる時間 Time of current flow
一連の流れは、「加圧・通電・保持・冷却」などと説明され、良い溶接結果を得る為には適切な溶接条件を整える必要があります。 中でも「加圧力」「電流値」「通電時間」はスポット溶接の3大条件と呼ばれており、非常に重要です。 その他に電極の形状、電流密度、冷却・放熱のヒートバランス等も重要な要素となります。
Spot Welding process is referred to as [Force, Current, Hold, Temper, etc.]
Among all the process, [FORCE VALUE] [CURRENT VALUE] [TIME OF CURRENT FLOW] is so called Big Three Factors of Spot Welding. Other important factors are [Electrode quality], [density of current], [Balance of Heat Losses], etc.
スポット溶接条件管理の厳格化 More strict control for Spot Welding Quality.
自動車ボデー等に使用される超高張力鋼板を含め、接合する鋼板の種類が多様化し、より複雑な溶接条件の設定が必要になり、上記3大条件を正確に計測・監視・記録する必要性が高まりました。
Parameters of spot welding condition become more complicated due to the divergence of specifications for sheet metals to be jointed, such as Ultra High-Strength Steel which is now very high demand in automobile construction. Therefore, necessity becomes higher for those units to control spot welding quality (Measuring, Monitoring and Recording data).
(複雑な溶接条件の参考例)[ Example of complicated welding parameters ]

スポット溶接3大条件の計測・管理 Measurement/Control for Big Three Factors
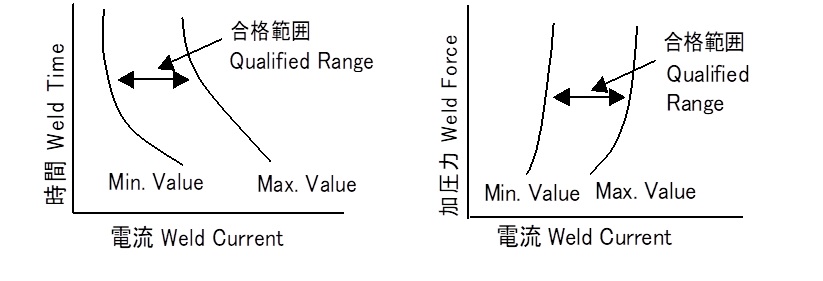
加圧力計・電流計により、加圧力・電流値・通電時間を計測し、ウェルドローブ(下図)から溶接強度合格範囲の管理基準を設定します。 設定された基準条件を定期的に検査, さらに必要に応じモニタを設置して電流値・通電時間等のエラーを常時監視し、基準範囲以外のものが出たら信号を出す等の管理をします。
FORCE GAUGE and CURRENT METER mandatory for making weld lobe diagram as shown below. The higher/lower limit of the welding parameters are decided by the analysis of this diagram. Operator checks the parameters periodically with the testers and in the most of cases also applies MONITOR which continuously measures parameters to control welding quality by making signal output, etc. on any errors when measured value is out of limits.
Comments are closed.